







En la industria de trituración actual, la criba vibratoria es un equipo de cribado ampliamente utilizado, que tiene una estructura avanzada, una fuerza de excitación fuerte, un ruido de baja vibración, un fácil mantenimiento, una gran durabilidad, etc. Es ampliamente utilizado para la clasificación en minería, procesamiento de minerales, preparación de carbón, materiales de construcción, industria química y otras industrias. Como un equipo importante en la industria, el rendimiento de la pantalla vibratoria afecta directamente la capacidad de producción y los indicadores técnicos y económicos. Por lo tanto, es necesario dominar algunos diagnósticos de fallas comunes y soluciones de pantallas vibratorias en la práctica de producción.
Vanguard Machinery ha recopilado la información de los clientes que utilizan pantallas vibratorias en los últimos años y propuso un plan de tratamiento para el agrietamiento de la placa lateral durante el uso.
Dificultades en el tratamiento de la placa lateral y el agrietamiento
Vanguard Machinery ha recopilado la información de los clientes que utilizan pantallas vibratorias en los últimos años y propuso un plan de tratamiento para el agrietamiento de la placa lateral durante el uso.
Después de un largo período de operación, la criba vibratoria es propensa a la fractura de la viga transversal y la viga de la pista y la grieta de la placa lateral. La fractura se puede resolver reemplazando la viga transversal y la viga de la pista. En cuanto a la grieta de la placa lateral, volverá a aparecer pronto si se adopta el tratamiento de soldadura, porque la tensión de la soldadura no se puede eliminar.

Fig.1: Placa lateral agrietada

Fig. 2: Soldadura de adición de placa.
La estructura del marco de la pantalla vibratoria se remacha entre sí mediante pernos de remachado. Si queremos reemplazar la placa lateral rajada (como se muestra en la Fig. 1), primero se deben quitar cientos de pernos de remachado de la placa lateral, y es una carga de trabajo pesada que equivale a volver a montar un tamiz. No hay sitio ni tiempo para tal tratamiento. Si se lleva a cabo un proceso de soldadura simple, incluida la soldadura por adición de placa (como se muestra en la Fig. 2), no funciona bien bajo la condición de vibración, en cambio agrava la extensión de las grietas u otras grietas nuevas, debido a la tensión de soldadura Placa lateral no puede ser eliminada.
Métodos de tratamiento específicos
(1) En primer lugar, verifique la confiabilidad de la conexión del perno hexagonal en el área de la grieta. Retire los pernos de remachado en acero angélico de la placa lateral y la placa de refuerzo superior para verificar el daño entre el ángulo de acero y la superficie de contacto de la placa. Cuando la superficie esté calificada, asegúrese de alinear ambos extremos de la grieta de la placa lateral (como se muestra en la Fig. 3).

Fig. 3: la alineación de ambos extremos de la grieta de la placa lateral
(2)Rectificar una ranura (dentro del tamiz) a lo largo del centro de la grieta en toda la longitud. (como se muestra en la Fig. 4)

Fig. 4: Molienda de una ranura
(3)Suelde verticalmente a lo largo de la dirección de la grieta y la placa del tamiz (la antorcha de soldadura no puede oscilar; suelde en dos secciones), y golpee con la pistola de agujas después de cada soldadura para eliminar el esfuerzo y la escoria de soldadura, como se muestra en la Fig. 5

Fig. 5 Soldadura vertical a lo largo de la dirección de la grieta y la placa de tamiz.
(4)Lleve a cabo una soldadura vertical continua, y cada soldadura se golpea con una pistola de agujas hasta que se complete la soldadura, como se muestra en la Fig. 6

Fig. 6 Soldadura vertical continua.
(5)Muela y pula la costura de soldadura hasta que la superficie sea lisa y uniforme con la superficie de la placa lateral, como se muestra en la Fig. 7.

Fig. 7 Triturar y pulir la costura de soldadura.
(6)Triture la soldadura en la parte exterior del tamiz y minimice la molienda directa de la soldadura. Simplemente limpie la soldadura y exponga el material base, luego suelde como en el interior. Vea las figuras 8 y 9, respectivamente.

Fig. 8 Afilado exterior.

Fig. 9 Soldadura exterior
(7)Muela el lado exterior de la placa lateral.
(8)Muela y dé forma a los orificios en la parte superior de la placa lateral (orificios en la soldadura) para asegurarse de que se hayan eliminado todas las rebabas sin ranuras ni abolladuras, como se muestra en la Fig. 10
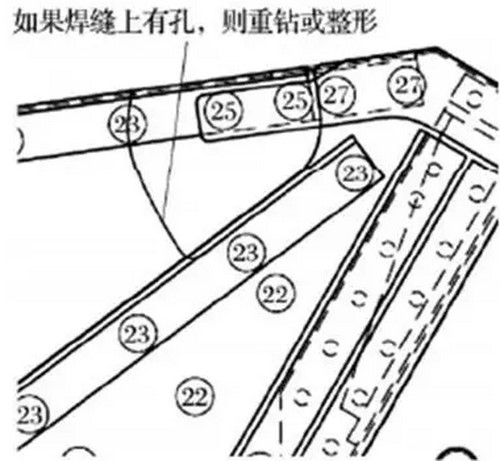 Fig. 10 Triture y forme los orificios en la parte superior de la placa lateral
Fig. 10 Triture y forme los orificios en la parte superior de la placa lateral
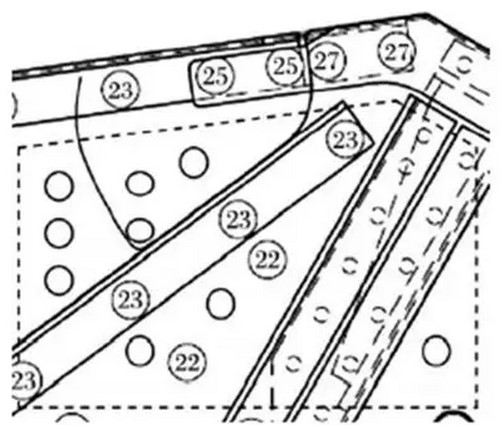
(9) Pule el recubrimiento en el área de acabado y aplique una imprimación (ambos lados) a la placa lateral y la placa de refuerzo. Coloque la placa de refuerzo en el interior del tamiz e instale la mayor cantidad posible de pernos. La placa de refuerzo cubre ambos lados del área de reparación de la soldadura, como se muestra en la Figura 11. La línea de puntos en la figura es la placa de refuerzo.
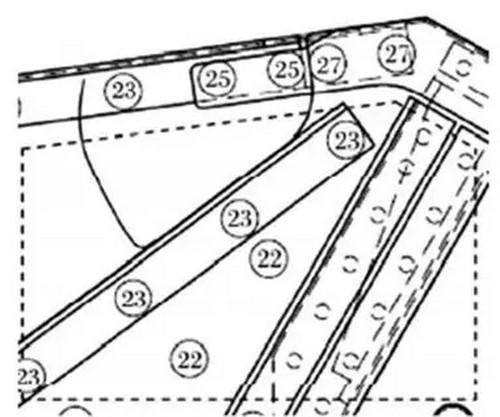 (10)Después de apretar el perno, taladre una serie de orificios en la placa de refuerzo para asegurarse de que las grietas estén cubiertas, e instale pernos de remachado en los orificios para apretarlos, como se muestra en la Fig. 12.
(10)Después de apretar el perno, taladre una serie de orificios en la placa de refuerzo para asegurarse de que las grietas estén cubiertas, e instale pernos de remachado en los orificios para apretarlos, como se muestra en la Fig. 12.
 (11) Triture el área de reparación en la parte superior de la placa lateral, el ángulo de acero y el interior de la placa lateral, y cubra con imprimación. Agregue una placa de refuerzo a la esquina interior de acero y remache con al menos tres pernos de remachado en ambos lados de la costura de soldadura, como se muestra en la Fig. 13.
(11) Triture el área de reparación en la parte superior de la placa lateral, el ángulo de acero y el interior de la placa lateral, y cubra con imprimación. Agregue una placa de refuerzo a la esquina interior de acero y remache con al menos tres pernos de remachado en ambos lados de la costura de soldadura, como se muestra en la Fig. 13.
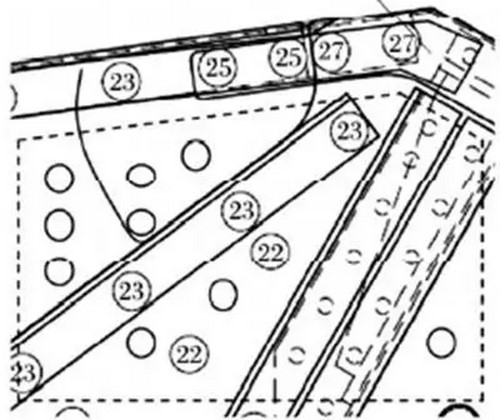 Fig. 13 agregue una placa de refuerzo a la esquina interior de acero
Fig. 13 agregue una placa de refuerzo a la esquina interior de acero
(12) Cuando todos los pernos de remachado estén remachados, pinte el área de reparación. Y selle la placa de refuerzo con adhesivo SIKA para evitar la corrosión después de que se seque la capa superior.
El reemplazo o la tensión deben llevarse a cabo cuando sea necesario; Compruebe la velocidad de carrera final; prepare dos grupos de tarjetas para probar sin carga y carga.
Este método es simple y fácil de manejar, ahorrando tiempo. El tamiz vibratorio reparado por este método no tiene grietas, lo que demuestra la viabilidad y fiabilidad de este esquema de mantenimiento.
Vanguard Machinery ha recopilado la información de los clientes que utilizan pantallas vibratorias en los últimos años y propuso un plan de tratamiento para el agrietamiento de la placa lateral durante el uso.
Dificultades en el tratamiento de la placa lateral y el agrietamiento
Vanguard Machinery ha recopilado la información de los clientes que utilizan pantallas vibratorias en los últimos años y propuso un plan de tratamiento para el agrietamiento de la placa lateral durante el uso.
Después de un largo período de operación, la criba vibratoria es propensa a la fractura de la viga transversal y la viga de la pista y la grieta de la placa lateral. La fractura se puede resolver reemplazando la viga transversal y la viga de la pista. En cuanto a la grieta de la placa lateral, volverá a aparecer pronto si se adopta el tratamiento de soldadura, porque la tensión de la soldadura no se puede eliminar.
Fig.1: Placa lateral agrietada
Fig. 2: Soldadura de adición de placa.
Métodos de tratamiento específicos
(1) En primer lugar, verifique la confiabilidad de la conexión del perno hexagonal en el área de la grieta. Retire los pernos de remachado en acero angélico de la placa lateral y la placa de refuerzo superior para verificar el daño entre el ángulo de acero y la superficie de contacto de la placa. Cuando la superficie esté calificada, asegúrese de alinear ambos extremos de la grieta de la placa lateral (como se muestra en la Fig. 3).
Fig. 3: la alineación de ambos extremos de la grieta de la placa lateral
Fig. 4: Molienda de una ranura
Fig. 5 Soldadura vertical a lo largo de la dirección de la grieta y la placa de tamiz.
Fig. 6 Soldadura vertical continua.
Fig. 7 Triturar y pulir la costura de soldadura.
Fig. 8 Afilado exterior.
Fig. 9 Soldadura exterior
(8)Muela y dé forma a los orificios en la parte superior de la placa lateral (orificios en la soldadura) para asegurarse de que se hayan eliminado todas las rebabas sin ranuras ni abolladuras, como se muestra en la Fig. 10
(9) Pule el recubrimiento en el área de acabado y aplique una imprimación (ambos lados) a la placa lateral y la placa de refuerzo. Coloque la placa de refuerzo en el interior del tamiz e instale la mayor cantidad posible de pernos. La placa de refuerzo cubre ambos lados del área de reparación de la soldadura, como se muestra en la Figura 11. La línea de puntos en la figura es la placa de refuerzo.
(12) Cuando todos los pernos de remachado estén remachados, pinte el área de reparación. Y selle la placa de refuerzo con adhesivo SIKA para evitar la corrosión después de que se seque la capa superior.
El reemplazo o la tensión deben llevarse a cabo cuando sea necesario; Compruebe la velocidad de carrera final; prepare dos grupos de tarjetas para probar sin carga y carga.
Este método es simple y fácil de manejar, ahorrando tiempo. El tamiz vibratorio reparado por este método no tiene grietas, lo que demuestra la viabilidad y fiabilidad de este esquema de mantenimiento.

